樂玩lewin起重科技有限公司
Suzhou Outuo Lifting Technology Co., Ltd
Suzhou Outuo Lifting Technology Co., Ltd

跟著包裝行業智能化革新與進級的火急需求與行業的高速成長,制藥財產“多、小、散”的結構逐漸走向高度集成化、尺度化。市場火熱的暗地里,多機聯動運用功課于現實項目中也遭遇著“發展的懊惱”。其存于呆板人多機負荷存于差異、物料分配不均、呆板人之間沒有兼顧計劃等諸多問題。
怎樣最年夜效率的實現多機聯動功課?進而晉升總體產能,借助新技能、新理念重塑行業內的焦點競爭力。
起首咱們先來相識一條尺度顆粒帶包裝線是怎樣功課?
傳統的顆粒袋包裝產線,從原質料輸入端到制品盒輸出端分為“前包”及“后包”兩個階段。
“前包”完成從原散粉質料到裝袋后小包的包裝事情,位在正壓無菌室,一般由多列機或者多臺單列機構成。“后包”完成由小包到成盒或者成箱的包裝事情,位在常溫室內,因為產物包裝情勢、尺寸多樣化,凡是由人工于裝盒機前端將散袋物料收拾成排,后整排放入擋板運送線中,末了經主動推入式裝盒機完成裝盒,輸出制品。
.jpg)
(顆粒袋裝盒線)
阿童木呆板人將顆粒袋入槽環節作為切入點,聯合多年深耕與輕小、狼藉物料的技能堆集,已經經完成從裝袋機到裝盒機的無縫、無人化跟尾。將人工理料效率短板補齊,為企業晉升產能、提高收益打下基礎。
第一:基本組成的明確
傳統構型的并聯主動扮裝槽單位重要由工業相機、呆板人節制器、呆板人履行本體、物料運送線、料槽運送線,扭轉編碼器、料槽檢測傳感器構成。
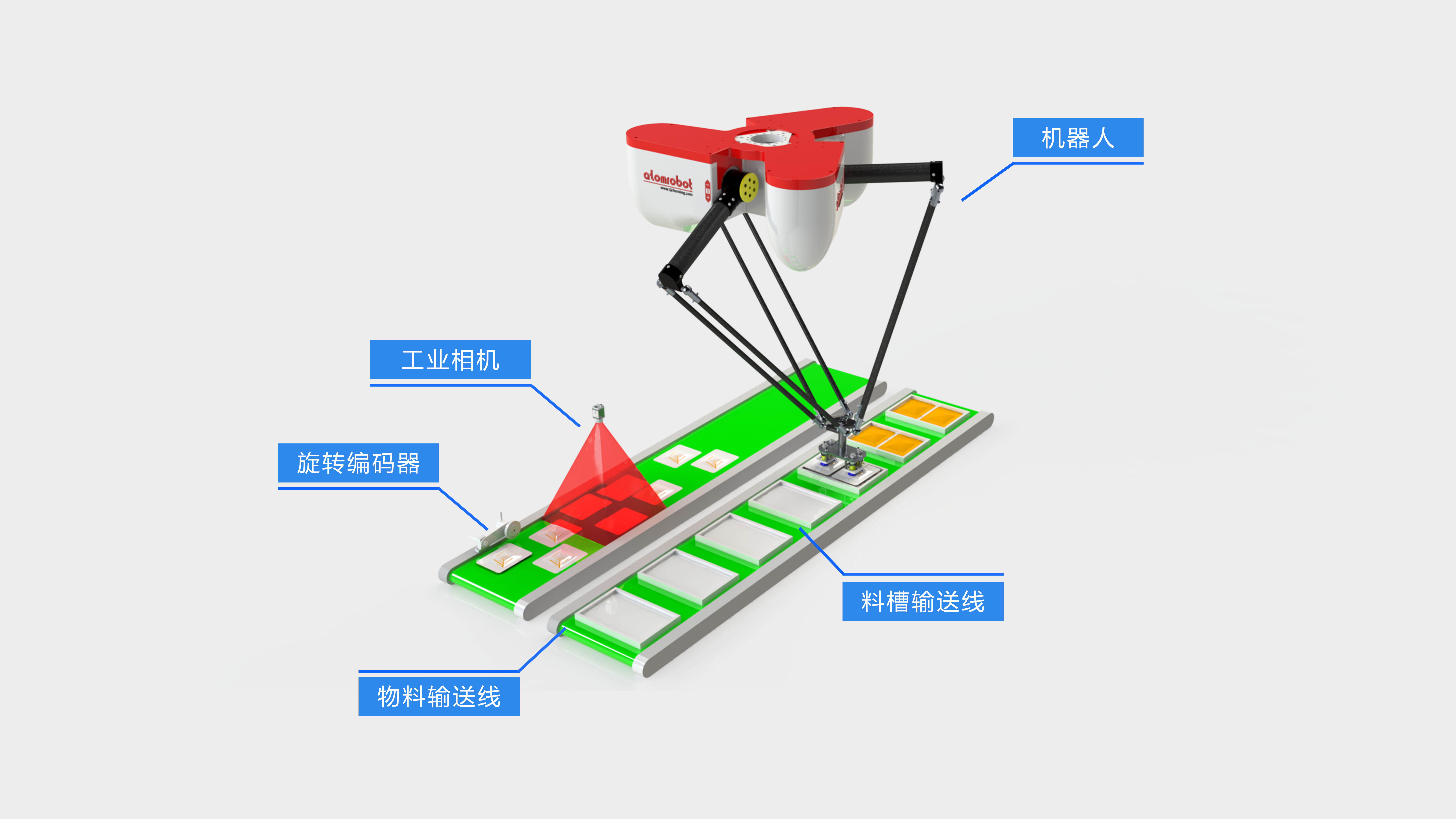
(基本功課單位)
物料進入視覺區域后,視覺經由過程照相收羅物料初始位置坐標,編碼器經由過程貼合運送帶帶面滾動的滾輪記載位置位移;以后呆板人節制器經由過程收羅以上兩個信息計較出物料此時所處詳細位置坐標位置;當物料進入所設定事情區域后,發出抓取指令;抓取完成后,節制器經由過程料槽檢測傳感器旌旗燈號得悉此時位在事情空間內的料槽是否為空槽,并發出放置與否的指令,完成物料入槽。咱們稱此為一個基本功課單位。
.jpg)
(流程圖)
可是為了削減出料口提高單條運送線產能,,同時提高單元時間產能,企業于現實出產中往往是多臺包裝機物料搜集至統一出料口,出料速率一般年夜在400袋/min。并且近幾年跟著技能前進,單臺包裝機的產能程上升趨向。
第二:問題導向是技能進級的驅動力
于技能立異的摸索上,咱們阿童木呆板人針對于單臺包裝機產能晉升的趨向高速密集來料的出產特色,提出打造多臺呆板人聯動協作分揀功課。即經由過程串聯的情勢舉行結構,綜合多臺呆板人產能,完成高速出產。
然而從現實項目的反饋中咱們得悉,多機聯動并不是簡樸的加法,其存于諸如:物料分配,料槽分配,速率分配,等壽運氣行等諸多問題。
怎樣解決這些問題?如何實現多機聯動效率的最年夜化?
咱們遵照“問題導向、總體計劃、漫衍實行、重點沖破”。對于多聯機協作分揀功課來講,于現實項目運用中仍舊碰到多重問題,對于在怎樣最年夜化闡揚其機能,取決在咱們于現實運用歷程與研發中摸索出一套完美的解決方案,將持久堆集的經驗轉化為數據。
經由過程闡發與測試,咱們總結出三種經常使用的串聯情勢:基本型串聯、主從型串聯、智能分配型串聯。
一、基本型串聯
多機聯動的基本運用情勢為多個基本功課單位的簡樸串聯。
多個基本單位的串聯為此運用的基本情勢。
每一個單位擁有各自自力的呆板人視覺、節制器、履行本體,編碼器、料槽傳感器等。
各個單位之間無聯動通信,相互自力。
.jpg)
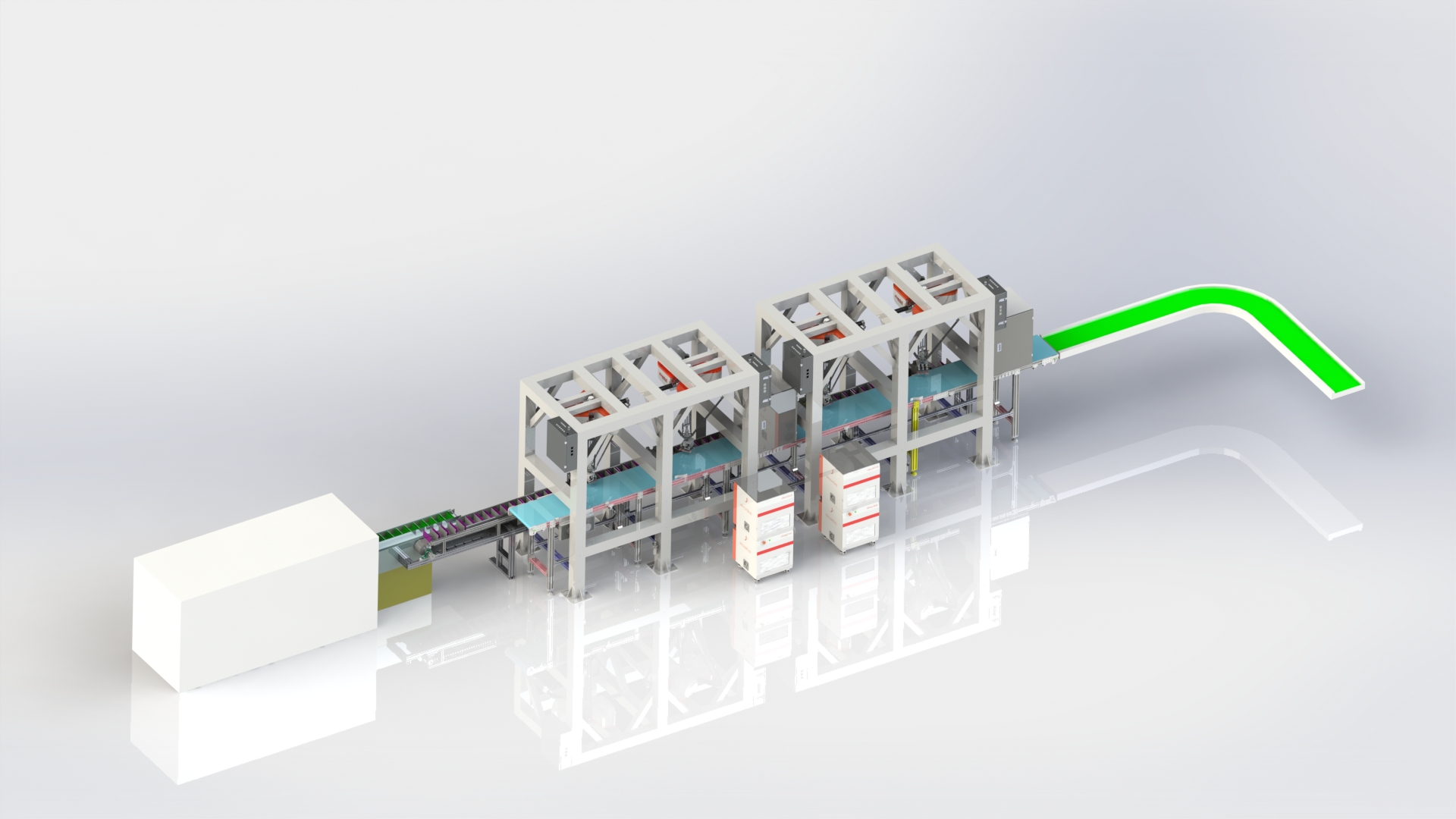
二、主從型串聯
主從型串聯,也稱為“漏斗型串聯”。
多臺呆板人由一臺節制器節制,單條來料入槽線視覺編碼體系一樣采用一套便可。
物料信息顛末視覺后同一收羅并發送至首臺呆板人做最年夜化處置懲罰,以后每一臺呆板人依據自身產能極限做最年夜化處置懲罰,爾后依次削減,末了一臺一樣位在“撿漏”狀況。
其上風是年夜幅縮減了節制器與視覺的數目,為企業節制勤儉成本。
.jpg)
上述兩種方式,于抓取時,第一臺吸收并處置懲罰的物料多而密集,末了一臺僅處置懲罰末了殘剩的少數物料;入槽時,每一臺呆板人只要碰到空槽便會放置,沒有同一的上層計劃。從而致使:
一、呆板人負荷存于差異,而且跟著臺數增多首臺與末臺差異會愈來愈年夜。于利用比力長的時間后,首臺一直處在滿負荷運行,會開始達到壽命上限。而末臺則一直處在沒有充實闡揚機能的狀況,并無充實闡揚所有呆板人的機能。
二、入槽時,多臺呆板人之間沒有兼顧計劃,只遵照“空槽即放”的原則,現實運行中會呈現某臺呆板人持久無槽可放而另外一臺則是滿負荷運行處置懲罰不完來料的環境,一樣會呈現負荷分匹配不均一而釀成的漏料問題。
面臨多機聯動臺聯機功課摸索中存于的困惑,阿童木呆板人依托對于行業的深切洞察,快速找到緣故原由,切實提出解決方案,不停舉行驗證、反饋、批改歷程的完美,為企業量身定制可行的智能分配解決方案,助力企業實現產線的周全主動化
第三:智能分配解決方案助力晉升企業產能效率
智能分配解決方案是指:物料由視覺收羅后,經由過程闡發來料密度,將物料類似平均地合理分配給多臺呆板人舉行抓取,盡可能包管等壽命原則。且事前對于空槽舉行編號,物料分配事后按照每一臺呆板人所患上數目,智能分配給每一臺呆板人特定編號的空槽舉行放置。經由過程料槽分配算法的優化,可以包管每一次抓取后等候放置的時間盡可能短,從而防止等槽的環境。
.jpg)
針對于顆粒袋包裝行業的特色,智能化分配解決方案帶來的重要價值集中表現于一如下下幾個方面:
越發矯捷及柔性臺數不異環境下實現更高的產能;
更高的質量及安全性永劫間運行下包管更好的不變性;
實現產能晉升高速工況下擁有更長的利用壽命。
假定四臺單列機供料,每一臺理論出料速率為140包/min,現實綜合產能520包/min,配置4臺呆板人抓放單位,由一套視覺、節制器、傳感體系驅動。每一臺呆板人抓放能力上限為160包/min。
出產歷程中前端視覺于網絡物料信息并由節制器計較來料速率后,分配給前三臺呆板人平均每一臺140包/min的物料;末了一臺則位在“撿漏”狀況,不做限定,正常狀況下處置懲罰100包/min,假如前端呈現妨礙,或者短期產能增長,也能夠和時舉行性能增補。
當前端包裝機停機一臺,總體產能降落到380包/min的時辰,體系會主動更改分配數目,平均降低前三臺呆板人的速率至100包/min。同時入槽計謀主動完成適配,實現總體智能調解。
綜上,于主從型串聯的硬件前提下,經由過程節制器內算法的優化,即包管了每一臺呆板人的等壽命的運行,防止了滿負荷運行時呈現的各種bug、硬件毀壞等問題,提高不變性及壽命;同時最年夜水平的消減了抓放歷程中的等候時間,充實闡揚每一臺呆板人的機能,最年夜水平的提高了綜合速度。極年夜晉升了多臺聯動下呆板人的運行效率。
阿童木呆板人一直致力在從現實項目利用中提煉功效需求,并使之完美化、易用化。今朝,智能分配功效塊插手自立研發節制器Atom Motion,;界面直不雅,操作簡樸,經由過程更改輸入參數可利便的適配當前產線的出產流程,防止用戶利用中繁瑣的編程歷程。

(及時物料顯示狀況).jpg)
(調解比列顯示狀況)
從理念到技能立異,再到行業實踐,。針對于行業痛點,咱們一直對峙從現實出發,實事求是,連續深耕;看待市場需求,咱們承襲崇尚客戶至上,過細打磨,不斷改進。對于在阿童木而言,”用技能解放雙手,依賴過硬的產物及極致的辦事恒久安身在市場,經由過程連續立異轉變世界”時刻激勵著咱們于連續摸索的門路上,堅定前行。
-LEWIN樂玩
